
作者: 發表時間:2018-11-22 11:43:10瀏覽量:3209【小中大】
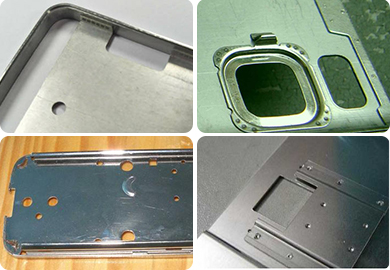
在元件上開個小孔是件很常見的事。但是,如果要求在堅硬的材料上,比如在硬質合金上打大量0.1毫米到幾微米直徑的小孔,用普通的機械加工工具怕是不容易 辦到,即使能夠做,加工成本也會很高。現有的機械加工技術在材料上光打微型小孔是采用每分鐘數萬轉或者幾十萬轉的高速旋轉小鉆頭加工的,用這個辦法一般也只 能加工孔徑大于0.25毫米的小孔。在今天的工業生產中往往是要求加工直徑比這還小的孔。比如在電子工業生產中,多層印刷電路板的生產,就要求在板上鉆成 千上萬個直徑約為0.1~0.3毫米的小孔。
顯然,采用剛才說的鉆頭來加工,遇到的困難就比較大,加工質量不容易保證,加工成本不低。早在本世紀60年代 后,科學家在實驗室就用激光在鋼質刀片上打出微小孔,經過近30年的改進和發展,如今用激光在材料上打微小直徑的小孔已無困難,而且加工質量好。打出的小 孔孔壁規整,沒有什么毛刺。打孔速度又很快,大約千分之一秒的時間就可以打出一個孔。
激光在材料上鉆出小孔的道理很簡單(皮衣面料雕花打孔機),做法也不復雜。激光有很好的相干性,用光學系統可以把它聚焦成直徑很微小的光點(小于1微米),這相當于用來鉆孔的“微型鉆頭”。其次,激光的亮度很高,在聚焦的焦點上 的激光能量密度(平均每平方厘米面積上的能量)會很高,普通一臺激光器輸出的激光,產生的能量就可以高達109焦耳/厘米2,足可以讓材料發生熔化并汽 化,在材料上留下一個小孔,和用鉆頭鉆出來的一個樣。怎樣用好激光“鉆頭”,激光科學工作者也做了許多研究工作。
他們發現,用每秒發射許多個光脈沖(通常叫高重復率激光脈沖)做“鉆頭”,打出來的小孔質 量比用單個光脈沖,或每秒時間內少數幾個光脈沖打出來的孔好。道理大概是這樣:在用每秒一個光脈沖或少數幾個脈沖打孔時,對每個光脈沖的激光能量要求比較 高,讓材料能被加熱至熔化才能打出孔。但是,融熔了的材料沒有辦法充分汽化,卻把在它附近的材料加熱和使它們汽化,結果,被打出來的小孔在形狀大小上就不 那么規整。如果使用的是高重復率激光器輸出的光脈沖,這時每個光脈沖平均的能量并不很高,但由于光脈沖的寬度窄,功率水平卻不低。于是每個激光脈沖在材料 上形成的融熔體不多,主要是發生汽化。由于使小孔附近的材料加熱時融熔體很少,因而也就不出現在用單脈沖打孔時出現的事。打出的小孔形狀和大小就規整得多 了。 要使打出的小孔質量高,還需要注意激光焦點位置的選擇。
選擇焦點位置的原則大致是這樣:對于比較厚的材料,激光束焦點位置應位于工件的內部,如果材料 比較薄,激光束焦點需放在工件表面的上方。這樣的安排會讓打出來的小孔上下大小基本上一致,不出現“桶狀”的小孔。用激光在材料上鉆孔,鉆出的小孔質量不僅非常好,特別是在打大量同樣的小孔時,還能保證多個小孔的尺寸形狀統一,而且鉆孔速度快,生產效率高。所以, 除在電子工業生產中用外,其他許多工業生產部門都在采用,比如普通香煙過濾嘴上的小孔、噴霧器閥門上的小孔,也在采用激光加工。
噴霧器罐和瓶子頸 部都有一個用來控制壓縮物質(比如除臭劑、油料或者其他液體)的流量,閥門使用的性能就由噴霧器上這只小孔來決定了。這只小孔的直徑為10微米到40微 米,用其他機械加工方法不那么好做,用激光來加工,能保證質量,每小時還可以打4萬個小孔。

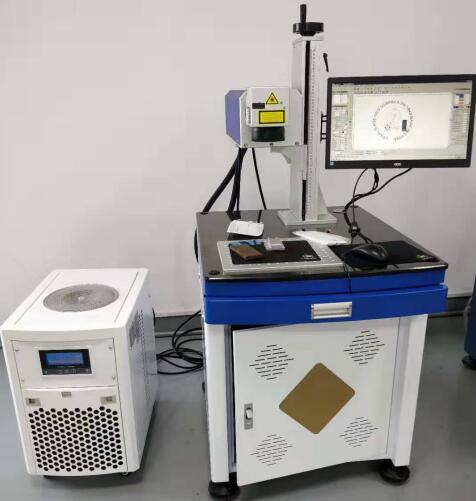
 激光打標機
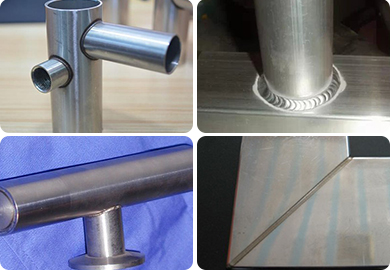
激光打標機 激光焊接機
激光焊接機 激光切割機
激光切割機









 13316629890 13632989645 0755-89213639
13316629890 13632989645 0755-89213639